Project introduction: Shenzhen Autoware Technology Co., Ltd. actively responds to the call of General Secretary Xi Jinping on the One Belt One Road initiative, making great strides to “go out” and expanding its business to many countries and regions such as Central Asia, Africa and Latin America. , To achieve development and common prosperity with foreign friends.
In 2016, our company signed a SCADA control system for the first phase of the Royal Petrol Royal Oil Depot in Kazakhstan, located in Almaty, Kazakhstan. The project has a storage base of 150,000 cubic meters of gasoline and diesel, with a total of 56 storage tanks and 14 sets of quantitative storage. Car crane positions, 20 sets of train loading and unloading crane positions, 956 electric control valves, supporting high-pressure pump room area, fire-fighting system, etc. All instruments and meters used in the project are supplied by our company, guide installation and wiring, Scada system debugging, and final training and acceptance transfer. This project was completed in January 2019. The equipment is in good use and the system is operating stably, which greatly improves the working conditions of foreign operators, reduces labor intensity and operating costs, and achieves digital management of oil product entry and exit, while ensuring production safety. Improve the operation and management level and economic benefits of the reservoir area.
System structure introduction:
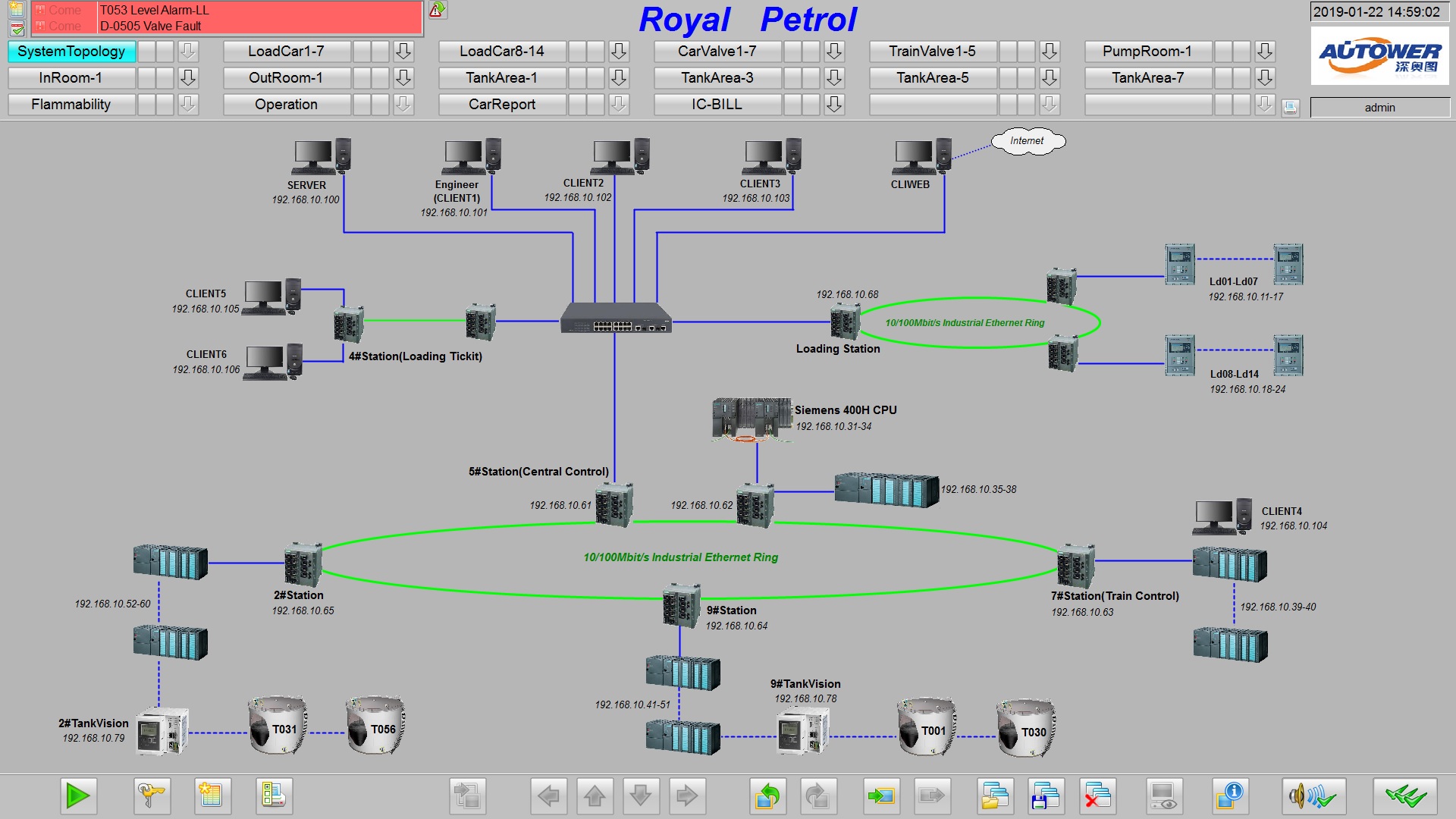
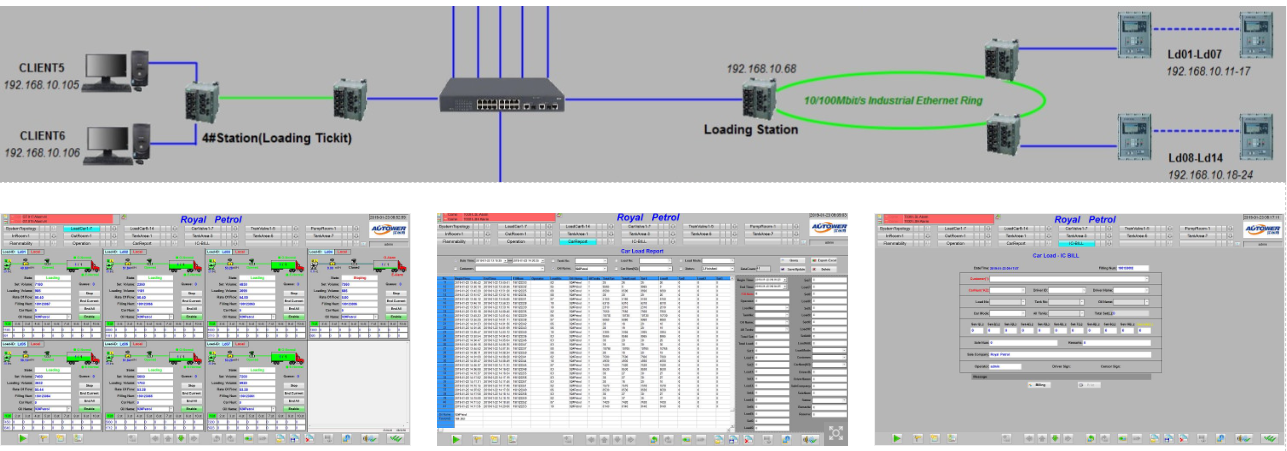
The system designs 1 central control room, 4 on-site cabinet rooms, 1 loading control room, 1 train unloading control room, a total of 26 slave racks, and the total number of physical IO points is close to more than 8,000.
The host computer system (UPS, computer, printer, main control PLC cabinet) is installed in the central control room;
5# On-site cabinet room installs the electric valve power distribution cabinet, variable frequency pump control cabinet, main control PLC cabinet and part of the PLC I/O cabinet in the car loading area;
7# On-site cabinet room installs some electric valve power distribution cabinets and some PLC I/O cabinets in the train loading and unloading area;
9# On-site cabinet room installs some electric valve power distribution cabinets in train loading and unloading areas and tank areas, pump room variable frequency pump control cabinets, T001 to T030 storage tanks, all instrument power supply and signals, combustion gas detectors, tuning fork switches, and some PLC I/ O cabinet;
2# On-site cabinet room to install part of the electric valve power distribution cabinet in the tank area, the power supply and signal of all instruments in the T031 to T056 tanks, the gas detector, the tuning fork switch, and some PLC I/O cabinets;
The loading management upper computer system (computer) is installed in the loading control room;
Install the upper computer system (computer) for loading management in the train unloading control room;
And provide LAN and extranet Web browsing function (Internet mapping provided by the owner).
Introduction to the functions of each structure of the system
Automatic control system: According to the scale and characteristic requirements of the system project, the PLC control system selects Siemens S7-400 series large-scale PLC. Siemens S7-400 series PLC has powerful functions, advanced technology, strong expansion capabilities and strong communication capabilities. It communicates with the on-site IO slave rack through the redundant optical fiber ring Profinet.
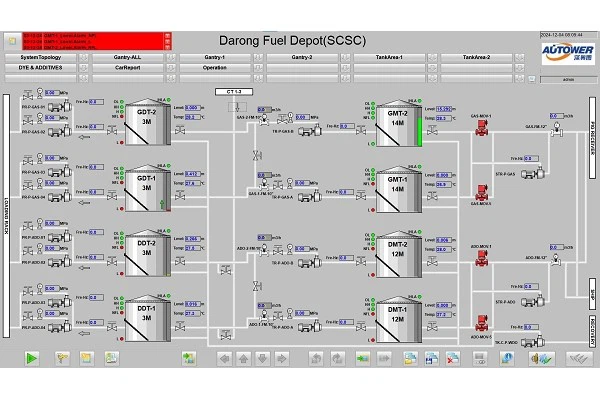
The upper computer adopts Wincc configuration software, integrated with PLC for modular development, which is easy for online modification, addition and later maintenance, which fully reflects the concept of PCS control system. In addition to the realization of the tank farm technology and data collection, monitoring and storage, the system’s rigorous interlocking logic greatly improves the safety level of the tank farm. In addition, the data publishing function (WEB) of the tank farm is realized through the Internet, that is, after a successful login via the Internet, the online data of the tank farm can be browsed remotely.
- All templates should pass the safety certification of an authority, including: UL, CSA, CE, etc.;
- The system should be able to operate continuously and reliably in an industrial environment with electromagnetic interference and vibration. The system hardware can operate continuously and reliably within the range of temperature 0~60℃, humidity 0~95% and altitude of 2000 meters;
- The average trouble-free operation time of the system is greater than 700,000 hours;
- All modules in the system should be plug-in type and can be plugged and unplugged under power. The control system CPU module, power supply module, I/O module, and communication module all support live hot swap and can be inserted into any slot in the rack.
- The I/O module and the CPU of the Siemens redundant system configuration correspond to the modules of the same level and series, and the wiring terminals of the I/O modules use the same type of wiring terminal strip.
- The cabinet provides 20% of the total I/O as a spare, while there is still room for 20% expansion of I/O on the slot.
- The configuration and addressing of all I/O modules are realized by software, without jumpers and DIP switches. All I/O modules must have isolation devices and LED module status display units, which can withstand voltage shocks ≥1500Vac within one minute.
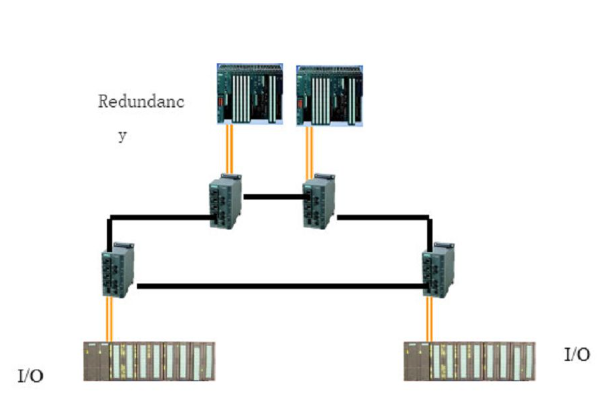
- S7-400 redundant PLC adopts a dual-system hot backup structure, and the CPU module, power module, Ethernet module, and network all adopt redundant configuration. The user does not need to write a switching program, so as to achieve a disturbance-free switching.
- The S7-400PLC hot standby CPU is installed on two independent racks. The hot standby host and the standby machine are connected by a 100Mbps high-speed optical fiber link integrated in the CPU. This optical fiber can be expanded to more than 2KM.
- Insert two redundant power supply modules in the same rack to realize the requirement of power supply redundancy.
- In the S7-400 dual machine hot backup system, the hot backup communication ports are integrated on the CPU, the communication rate between the ports is greater than 100Mbps, and the hot backup switching speed is ≤100ms.
Any site failure shall not affect the operation of the entire network

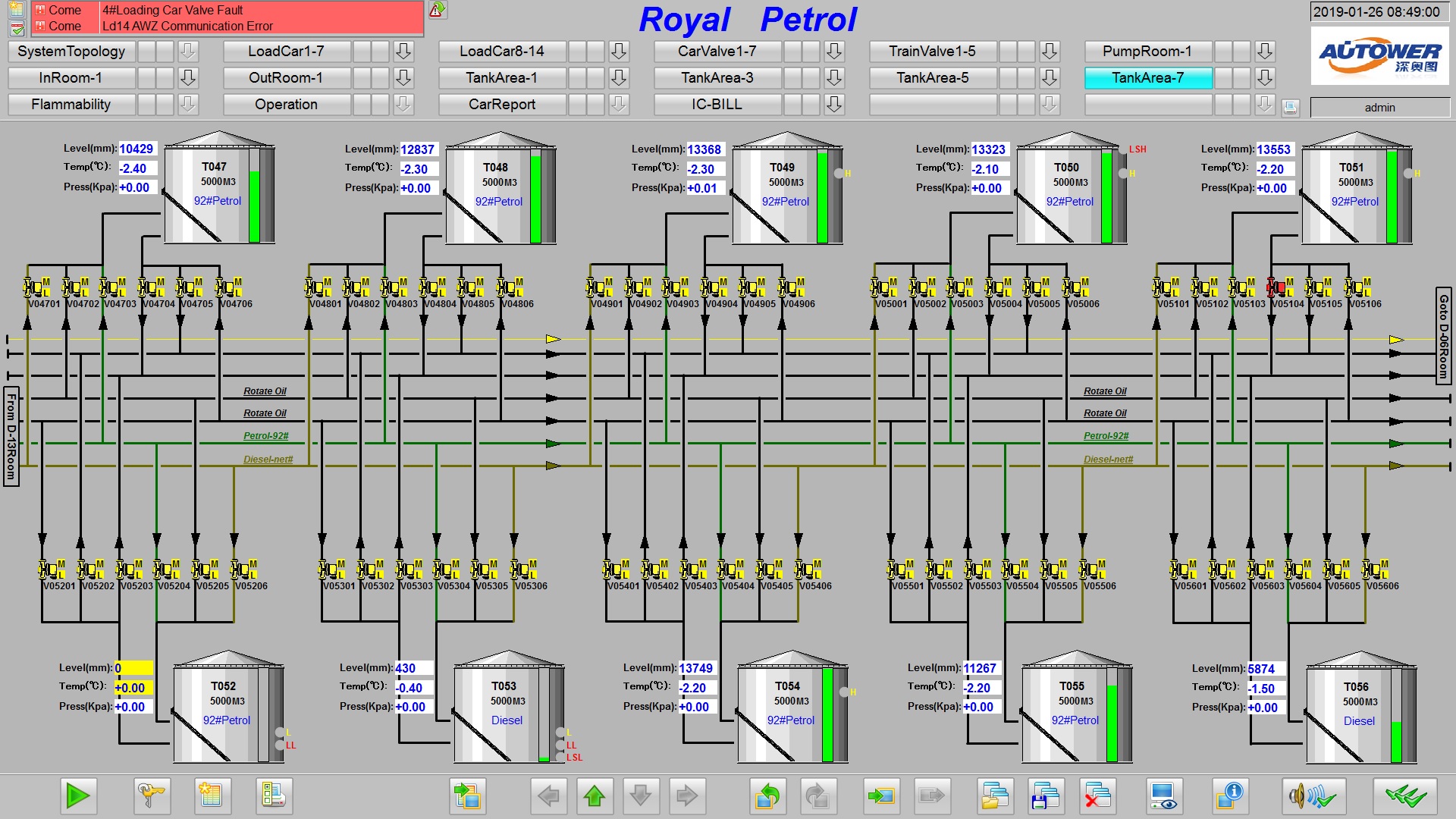
- System chain introduction: The chain of the entire reservoir area mainly controls the control chain of emergency shut-off valves, high and low pressure variable frequency pumps and other shut-off equipment. In order to improve the safety of the storage area, 1: When the change of the tank liquid level exceeds the set alarm threshold, the corresponding emergency shut-off valve and the high and low pressure variable frequency pump will be closed or stopped immediately, and the central control room will pop up an alarm message and Start alarm sound; 2: When the equipment itself fails, the action is overtime, or the running current is too large, it will automatically prompt the alarm, and the equipment will be stopped immediately and it is in the ESD state. After the manual on-site processing is completed, the alarm state must be manually released and Reset; 3. According to the oil type of each storage tank, when the tank area valve is switched on and off, it will automatically detect and prompt the operator of the oil type and pressure of the valve pipeline, effectively avoiding the operator’s Mistakes cause oil confusion.
- Liquid level measurement system: The liquid level gauge adopts E+H Endress+Hauser servo level gauge, including average thermometer, vacuum pressure gauge, tank indicator, and communicates with the automatic control system through Tankision820/822 using V1/Modbus. Calculate the total apparent volume, gross apparent volume, net standard volume, inventory quality, in and out flow, VCF and other values of the storage tank through the tank capacity table. The automatic control system can control the working status of the servo level gauge and measure the real-time density at any time.


- Loading system: 14 sets of distributed quantitative loading controllers, using TCP/IP Ethernet ring network to communicate with the upper computer. Regardless of the flow and pressure, the loading accuracy is strictly controlled within plus or minus 1L. It is a new type of intelligent flameproof explosion-proof instrument with advanced intelligent controller as the core. Its core components use world-renowned brands of intelligent controllers and operating terminals, combined with general industrial control configuration software and advanced control algorithms, and have the characteristics of high control accuracy, reliable performance, easy maintenance and use. At the same time, an IC card reader is integrated internally to strengthen the management function of the loading process. The control instrument is a general-purpose product, which can be matched with various flow meters, thermometers, liquid level switches, grounding switches, control valves, upper computers, etc., to form a complete distributed quantitative loading control system. The loading instrument can be run as a stand-alone machine, operated and monitored by the operator on the spot; it can also be connected to the computer in the control room through a communication cable, and the computer can realize remote loading operation control, and the on-site loading information is summarized in the control room by the computer Centralized management, display, print daily report, monthly report and other loading reports.
Training Pictures
 |
 |
 |